==▪ O ▪=▪ R ▪=▪ I ▪=▪ G ▪=▪ I ▪=▪ N ▪=▪ A ▪=▪ L ▪==▪ P ▪=▪ A ▪=▪ T ▪=▪ I ▪=▪ N ▪=▪ A ▪==▪ V ▪=▪ W ▪==Del 18 Tvättning av de sista bromsdelarna och utflykt till Tidaholm Sorry, no pictures men alla bromsdelar har blivit rengjorda och klara med samma metod som ovan

Inget ytterligare arbete är gjort
ännu
vilket betyder:
Check: Totalt 13 timmarMEN
så snart jag får tid över igen ska här tillverkas ny plåt till bilen, för nu idag har jag minsann (tillsammans med garagekompisarna Andreas och Stefan) avverkat första dagen av totalt tre av en plåtkurs (steg 1) hos Oskar Klahr i Tidaholm
 Sammanfattning av Dag 1:
Sammanfattning av Dag 1:Efter lite introduktion var det dags att skrida till verket. Det föll på min och Stefans lott att
![https://www1.garaget.org/gallery/images/173/172487/172487-909eec82d049e6eb2aa731a56d57a26e.jpg]()
tillverka ytterplåten vid A-stolpen till en Ford 33-34

![https://www1.garaget.org/gallery/images/173/172487/172487-abeeae295d04bc295f405ed307a89b3f.jpg]()
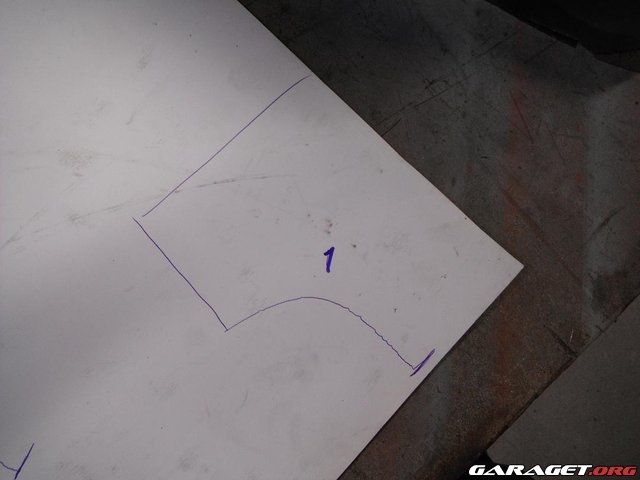
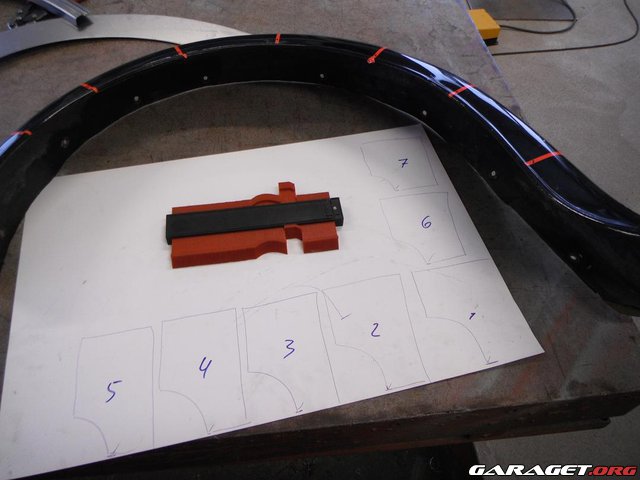
Vi utgick från en lös förlaga vars olika veck och profiler numrerats 1-8 utifrån den ordning man bör/måste följa för att lyckas med uppgiften

![https://www1.garaget.org/gallery/images/173/172487/172487-1a567c5c7aba252ee5359028d0697b40.jpg]()
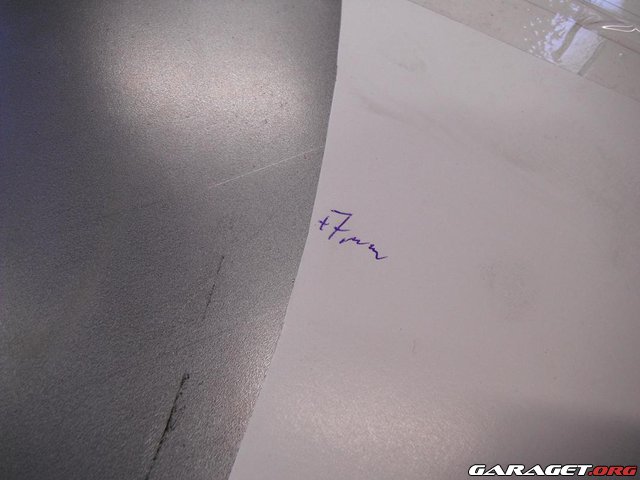
Vi mallade av två bitar en höger och en vänster
![https://www1.garaget.org/gallery/images/173/172487/172487-d336bc1abadace7fa3c1c3ecd76ba3f2.jpg]()
För att ha någon som helst förutsättning att lyckas med de två första kantvikningarna mot motorhuv respektive dörr, måste totalt fyra mallar tillverkas av plåtprofiler.
![https://www1.garaget.org/gallery/images/173/172487/172487-f770e0940278466f27527aa2166616f7.jpg]()
För att forma profilerna använde vi oss av krymp- och sträckmaskin. Det ser lätt ut, men
nåja, testa själva

![https://www1.garaget.org/gallery/images/173/172487/172487-692a1aa6e7f66104cafefc9fa6bfdf43.jpg]()
När profilerna ansågs klara, fästes ändarna med plåttänger och mitt på
![https://www1.garaget.org/gallery/images/173/172487/172487-b08f9ad22db9124e7da7feffba988a8d.jpg]()
profilen satte vi en punktsvets.
![https://www1.garaget.org/gallery/images/173/172487/172487-901bc34b5fbf0ecc5e96a037d793286d.jpg]()
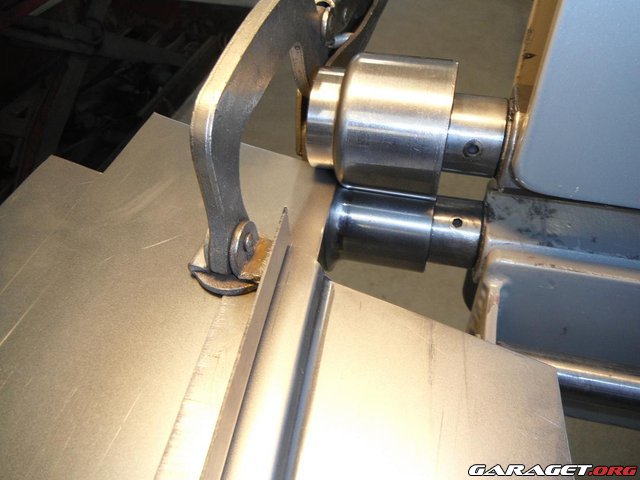
Vi monterade lämpliga hjul på sick- & falsmaskinen enligt Oskars instruktioner och
![https://www1.garaget.org/gallery/images/173/172487/172487-31e74f0984eedeb444a0a67cacd37610.jpg]()
valsade sedan ut plåtvecket mot motorhuven genom att styra hjulen på valsen dikt an mot profilen vi punktat på plats.
Man kör inte hela vecket på ett drag utan gör det i fyra etapper och eftersom det översta hjulet är reglerbart i höjdled med ett vred går det till på följande vis: Under första etappen vrider man ner överhjulet till dess det gör kontakt med plåten, och sedan
ytterligare 1œ varv. Etapp två blir ytterligare 1Œ varv. För att sedan avgöra hur mycket du ska vrida, så kör du vredet i botten och släpper sedan upp hälften, för att under den fjärde etappen slutligen följaktligen vrida ner hjulet till dess det tar stopp.
![https://www1.garaget.org/gallery/images/173/172487/172487-eb9a9e0d61857ba36aaf175dc8b662b2.jpg]()
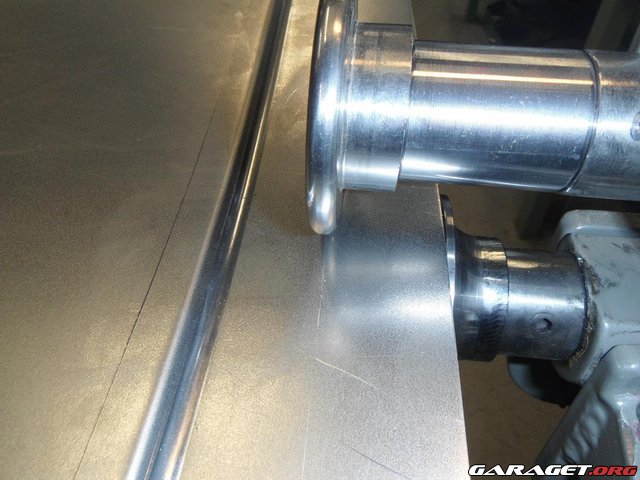
Närbild på detta moment
![https://www1.garaget.org/gallery/images/173/172487/172487-42b2ffd72c9da5a211fcd31a08d45c6e.jpg]()
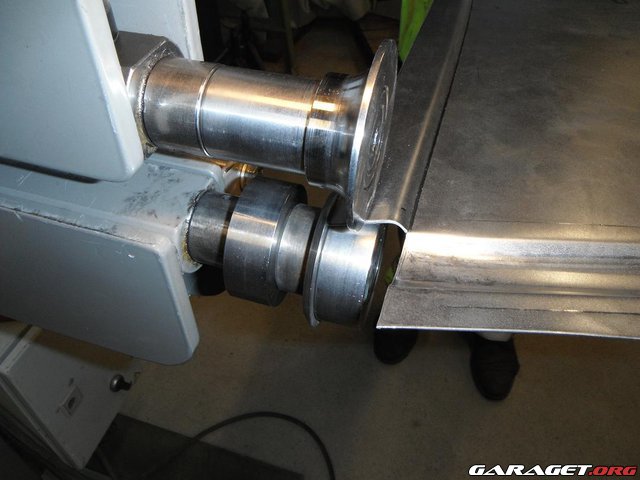
Längst ner var radien på vecken så pass skarp att plåten ville vecka sig, så vi var tvungna att korrigera med hjälp av krympmaskinen