
Bloggfunktionen på Garaget är inte längre aktiv, men alla tidigare inlägg finns kvar att läsa på respektive användares sida. Nya inlägg hänvisas till forumet.
GTS-r 600 -Interiör-
17 juli 2009
1660
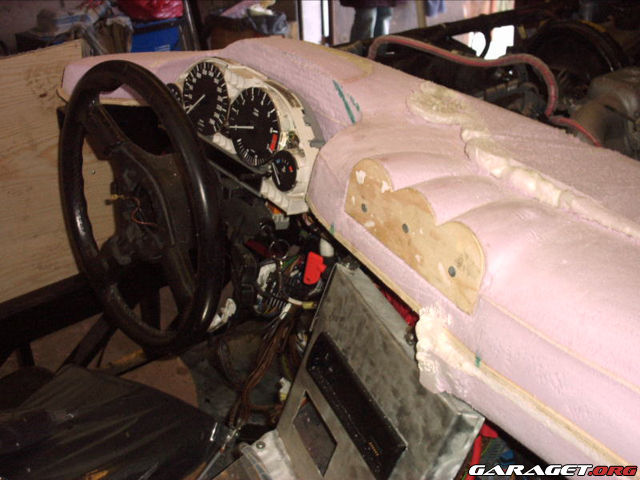
Interiörarbetet i detta bygge kommer utvecklas i flera steg. I nuläget (besiktningsstatus) är inredningen relativt enkel utan kolfiber i dörrar och mittkonsol. Nedan ses delar av hur interiören tagits fram.
![https://www1.garaget.org/gallery/archive/121922/710643_0bwsgc.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710634_6ljudp.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710635_jjuht4.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710636_vmywyw.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710637_qjqzda.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710639_4icv9c.jpg]()





GTS-r 600 -Installation-
17 juli 2009
1658
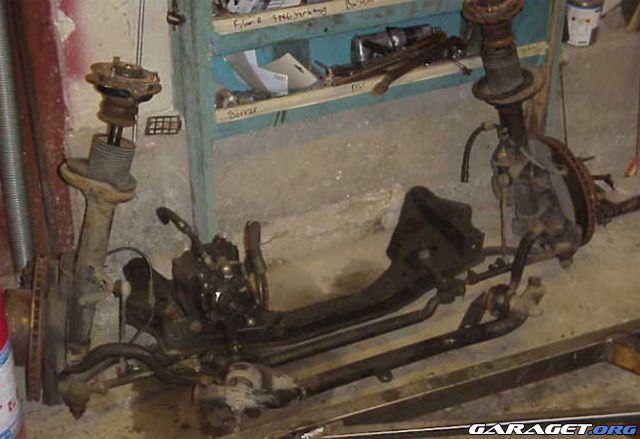
Efter att grundstommen var klar fortsatte arbetet med att passa in fram, bakaxel, styrning och motor. Innan motorn monterades byttes växellådan ut. Ut med den gamla automatlådan och in med en manuell låda samt ny koppling. Motorn har än så länge inte genomgått någon som helst uppfräschning. Eftersom den går bra får det vänta tills bygget är längre gånget.
Nedan visas några bilder på komponenter som installerats.
![https://www1.garaget.org/gallery/archive/121922/710619_l3wxxj.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710620_rzkv2a.jpg]()
Växellådan som satt på motorn från start var automat, vilket inte passar in på en bil där man vill få inlevelse i körningen. Till den nya lådan behövdes även svänghjul, tryckplatta, koppling, urtrampningslager, huvud och slavcylinder. Lådan köpte jag privat resten från Bildelsimporten i Uppsala. Trots att jag köpte en ny koppling med lager och tryckplatta blev totalpriset långt under det pris som de vanliga bilskrotarna ville ha.
För att erhålla rätt geometri för framvagnsupphängningen byggdes en fixtur på BMW´n. Denna fixtur flyttades över till ramen för att ge rätt lägen på fjädertornet.
Efter att framvagnen monterats mallades bakvagnen in. Viktigt var att erhålla exakt parallellitet mellan axlarna.
Motorns upphängning blev exakt som originalet, dock med ett horisontellt moment stag för att minska motorns rörelser.
Växelmanövreringen kortades ca 100mm för att ge ett naturligt läge av spaken i förhållande till föraren.
Pedaler och rattinstallation är enligt original. Dock med den skillnaden att man i detta fordon har fötterna i nästan samma plan som man sitter.
![https://www1.garaget.org/gallery/archive/121922/710621_4ptwuj.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710622_ts2d62.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710624_ah9q56.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710625_j4texq.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710626_glhr46.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710627_46g32i.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710644_5ugfk4.jpg]()
Nedan visas några bilder på komponenter som installerats.


Växellådan som satt på motorn från start var automat, vilket inte passar in på en bil där man vill få inlevelse i körningen. Till den nya lådan behövdes även svänghjul, tryckplatta, koppling, urtrampningslager, huvud och slavcylinder. Lådan köpte jag privat resten från Bildelsimporten i Uppsala. Trots att jag köpte en ny koppling med lager och tryckplatta blev totalpriset långt under det pris som de vanliga bilskrotarna ville ha.
För att erhålla rätt geometri för framvagnsupphängningen byggdes en fixtur på BMW´n. Denna fixtur flyttades över till ramen för att ge rätt lägen på fjädertornet.
Efter att framvagnen monterats mallades bakvagnen in. Viktigt var att erhålla exakt parallellitet mellan axlarna.
Motorns upphängning blev exakt som originalet, dock med ett horisontellt moment stag för att minska motorns rörelser.
Växelmanövreringen kortades ca 100mm för att ge ett naturligt läge av spaken i förhållande till föraren.
Pedaler och rattinstallation är enligt original. Dock med den skillnaden att man i detta fordon har fötterna i nästan samma plan som man sitter.






GTS-r 600 -Rambygge-
17 juli 2009
2624
Eftersom karossen inte är självbärande måste en ram konstrueras och anpassas till omgivningen. (Med ram menar jag den bärande metallstrukturen och chassi helheten med axlar, motor osv).
Rambygget startades i november -99, dvs ett år efter projektets start. Detta efter att modellen med hjälp av domkraft och en specialanpassad axel rullades ut ur garaget.
Rambyggets första mål var att skapa ett stabilt och rakt jiggbord. Detta kom att byggas av rektangulära balkar av dimensionen 80*40*3 samt 60*40*3. Noggrannheten blev +/- 0,05 grader.
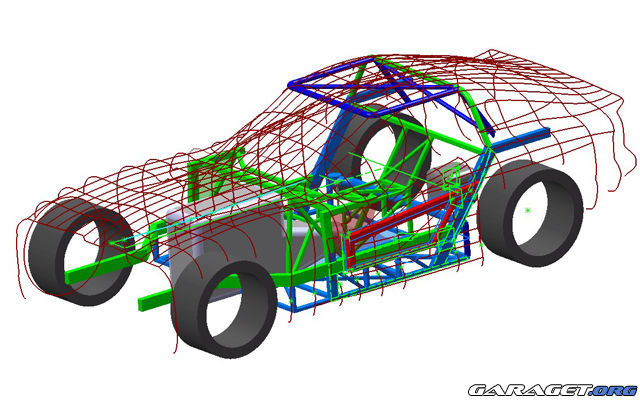
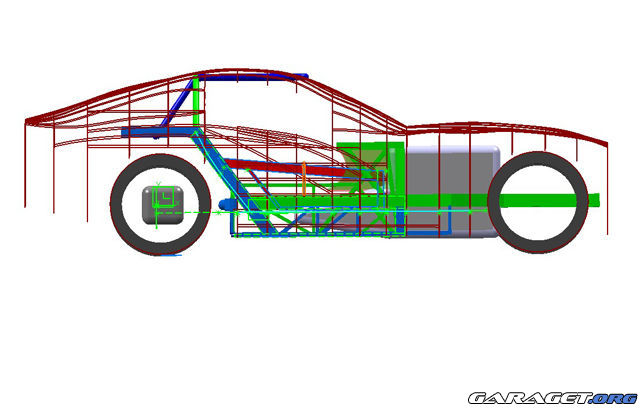
För att få så låg vikt och så hög styrka och styvhet hos ramen som möjligt blev det ett ganska naturligt val att välja en ram i triangelstruktur, (fackverkstyp). Genom att i så stor utsträckning som möjligt använda denna byggprincip får man till största del normalkraftspåkänning och inte den kritiska böjpåkänningen. Dessutom ökar den totala vridstyvheten hos ramen enormt med denna ramkonstruktion. Kan jämföras med en Corvette från -90 som jag hade en tid. Denna bil har, liksom Viper, i stort enbart två grova balkar i golvnivå. Detta gjorde bilen mycket vridkänslig och ranglig vilket är en dålig utgångspunkt för bra väghållning. Som exempel: stod bilen på ett lite ojämt underlag kunde man inte sätta dit targataket.
För att underlätta bygget användes en huvudstomme i ramen. Detta för att få något stabilt att utgå ifrån, samt för att få enklare infästnings punkter av motor, axlar osv. Denna huvudstomme byggdes av rektangulära rör med dimensionen 80*40*3. Resterande material till ramen blev huvudsakligen fyrkantsrör av dimensioner mellan 20*20*1,5 till 40*40*2.
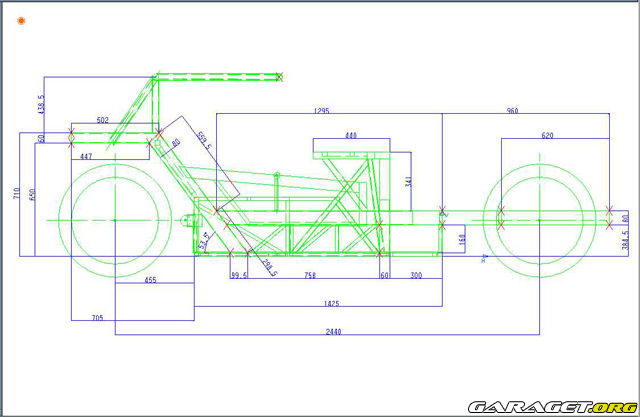
Innan det verkliga rambygget tog vid skapades en 3D modell av ramen. Denna modell användes för att bestämma längder och kapvinklar för rören, viktberäkning samt viss hållfasthetsberäkning.
![https://www1.garaget.org/gallery/archive/121922/710587_uw4bew.jpg]()
En stor fråga i början av rambygget var hur kapsnitten skulle fås perfekta. Att handsåga i geringssåg tar allt för lång tid, att kapa med rondell tar även det lång tid och ger bedrövliga snitt. Funderingar fanns på att investera i en kallbandsåg men det kändes lite onödigt. Det som gjordes var att en kapmaskin med en klinga på ca 340mm köptes från Jula, och för att i huvudtaget få någon praktisk användning av den byggdes ett eget kapbord där kapmaskinen monterades på ett hemmabyggt vridbart stativ. Anledningen till denna ombyggnad var att originalutförandet av inspänningsanordningen och vinkeljusteringen var fruktansvärt klena. Nog för att man inte kan vänta sig så mycket av en maskin i den prisklassen.
Efter omkonstruktionen av kapmaskinen kunde perfekta snitt erhållas i alla möjliga vinklar. Noggrannheten blev ca +/- 0,1 grader. Nedan ses kapmaskinen och några andra viktiga hjälpmedel såsom digitalt vattenpass, vinkelmätare, vinkelhake och rits.
![https://www1.garaget.org/gallery/archive/121922/710588_i1k9mq.jpg]()
När väl kapning och svetsnining hade påbörjats insågs att min svetsutrustning var allt för klen och sliten. Det var en Mig/Mag 140A från 86 som verkligen hade fått kämpa under sin livstid. Ett år tidigare under ett annat bygge blev jag också sugen på en ny kraftigare svets vilket ledde till en investering i en 260A elsvets. Tyvärr visade sig detta vara ett näst intill dumt köp då denna svetsmaskin är allt för problematisk till konstruktioner i tunnt gods. Så för att kunna komma vidare med rambygget införskaffades en lite större Mig svets, en ESAB 240A. Nu var det inte längre några problem med genombränning i medeltjocka material.
![https://www1.garaget.org/gallery/archive/121922/710597_1eh13r.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710589_0yputi.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710592_5cig1t.jpg]()
Vid svetsning av bordet och grundramen märktes tydligt hur svårt det egentligen är att svetsa. Att lägga en snygg och genombränt svets är inte så svårt, men att få det slutliga totala resultat man tänkt sig är näst intill omöjligt. Som exempel: bordet har två längsgående balkar och sju tvärgående. Till detta användes sju ben. När allt var mallat och klart började ihop svetsningen. Till en början gick allt mycket bra, men efter att all svetsning var klar hade bordet inte längre sju ben i marken utan bara fyra. Det hade självklart uppstått så höga inbyggda spänningar att de längsgående balkarna böjdes. Som tur var kunde jag lösa detta ganska enkelt med uppvärmning på motsatt sida som svetsarna hade lagts. Problemet med att konstruktionen drar sig återkommer i alla fall av svetsning och är bland svetsteknikens största utmaning.
Jag insåg efter detta att det inte skulle gå att bygga en perfekt grundram i första försöket, utan att den säkerligen skulle behöva justeras i efterhand. Så blev det oxå, men justeringen blev inte särskilt omfattande. Det enda som behövde åtgärdas var en riktningsjustering av det jag kallar gafflarna, dvs den främre delen av huvudstommen där motor, framaxel skall monteras.
![https://www1.garaget.org/gallery/archive/121922/710593_bj2ydp.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710594_agt5gg.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710595_drfwp7.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710606_0gnav3.jpg]()
Rambygget startades i november -99, dvs ett år efter projektets start. Detta efter att modellen med hjälp av domkraft och en specialanpassad axel rullades ut ur garaget.
Rambyggets första mål var att skapa ett stabilt och rakt jiggbord. Detta kom att byggas av rektangulära balkar av dimensionen 80*40*3 samt 60*40*3. Noggrannheten blev +/- 0,05 grader.
För att få så låg vikt och så hög styrka och styvhet hos ramen som möjligt blev det ett ganska naturligt val att välja en ram i triangelstruktur, (fackverkstyp). Genom att i så stor utsträckning som möjligt använda denna byggprincip får man till största del normalkraftspåkänning och inte den kritiska böjpåkänningen. Dessutom ökar den totala vridstyvheten hos ramen enormt med denna ramkonstruktion. Kan jämföras med en Corvette från -90 som jag hade en tid. Denna bil har, liksom Viper, i stort enbart två grova balkar i golvnivå. Detta gjorde bilen mycket vridkänslig och ranglig vilket är en dålig utgångspunkt för bra väghållning. Som exempel: stod bilen på ett lite ojämt underlag kunde man inte sätta dit targataket.
För att underlätta bygget användes en huvudstomme i ramen. Detta för att få något stabilt att utgå ifrån, samt för att få enklare infästnings punkter av motor, axlar osv. Denna huvudstomme byggdes av rektangulära rör med dimensionen 80*40*3. Resterande material till ramen blev huvudsakligen fyrkantsrör av dimensioner mellan 20*20*1,5 till 40*40*2.
Innan det verkliga rambygget tog vid skapades en 3D modell av ramen. Denna modell användes för att bestämma längder och kapvinklar för rören, viktberäkning samt viss hållfasthetsberäkning.
En stor fråga i början av rambygget var hur kapsnitten skulle fås perfekta. Att handsåga i geringssåg tar allt för lång tid, att kapa med rondell tar även det lång tid och ger bedrövliga snitt. Funderingar fanns på att investera i en kallbandsåg men det kändes lite onödigt. Det som gjordes var att en kapmaskin med en klinga på ca 340mm köptes från Jula, och för att i huvudtaget få någon praktisk användning av den byggdes ett eget kapbord där kapmaskinen monterades på ett hemmabyggt vridbart stativ. Anledningen till denna ombyggnad var att originalutförandet av inspänningsanordningen och vinkeljusteringen var fruktansvärt klena. Nog för att man inte kan vänta sig så mycket av en maskin i den prisklassen.
Efter omkonstruktionen av kapmaskinen kunde perfekta snitt erhållas i alla möjliga vinklar. Noggrannheten blev ca +/- 0,1 grader. Nedan ses kapmaskinen och några andra viktiga hjälpmedel såsom digitalt vattenpass, vinkelmätare, vinkelhake och rits.
När väl kapning och svetsnining hade påbörjats insågs att min svetsutrustning var allt för klen och sliten. Det var en Mig/Mag 140A från 86 som verkligen hade fått kämpa under sin livstid. Ett år tidigare under ett annat bygge blev jag också sugen på en ny kraftigare svets vilket ledde till en investering i en 260A elsvets. Tyvärr visade sig detta vara ett näst intill dumt köp då denna svetsmaskin är allt för problematisk till konstruktioner i tunnt gods. Så för att kunna komma vidare med rambygget införskaffades en lite större Mig svets, en ESAB 240A. Nu var det inte längre några problem med genombränning i medeltjocka material.


Vid svetsning av bordet och grundramen märktes tydligt hur svårt det egentligen är att svetsa. Att lägga en snygg och genombränt svets är inte så svårt, men att få det slutliga totala resultat man tänkt sig är näst intill omöjligt. Som exempel: bordet har två längsgående balkar och sju tvärgående. Till detta användes sju ben. När allt var mallat och klart började ihop svetsningen. Till en början gick allt mycket bra, men efter att all svetsning var klar hade bordet inte längre sju ben i marken utan bara fyra. Det hade självklart uppstått så höga inbyggda spänningar att de längsgående balkarna böjdes. Som tur var kunde jag lösa detta ganska enkelt med uppvärmning på motsatt sida som svetsarna hade lagts. Problemet med att konstruktionen drar sig återkommer i alla fall av svetsning och är bland svetsteknikens största utmaning.
Jag insåg efter detta att det inte skulle gå att bygga en perfekt grundram i första försöket, utan att den säkerligen skulle behöva justeras i efterhand. Så blev det oxå, men justeringen blev inte särskilt omfattande. Det enda som behövde åtgärdas var en riktningsjustering av det jag kallar gafflarna, dvs den främre delen av huvudstommen där motor, framaxel skall monteras.




GTS-r 600 -Formbygge-
17 juli 2009
1771
Efter att hela modellen var belagd med epoxi och fernissa lack vaxades ytan ett antal gånger med efterföljande släppmedelsbehandling. Därefter lades några tunna skikt med svart formgelcoat, för att ge en stark fin yta.
Modellen hade innan formbyggets start delats in i sektioner. Detta skedde genom att först såga en snittlinje med sticksåg varefter en tunn plåt knackades in. Dörrarna blev en varsin sektion. Motorhuven och bakpartiet delades upp i två och taket blev en sektion.
Glasfiberbitar av emulsionsbunden 300g matta skars till i storlekar om 100*25 cm för att ge en enklare handuppläggning. Allt arbete med polyester skedde i stort sett med en miniroller. Detta visade sig vara det absolut bästa verktyget för att både fukta ner mattan och driva ut luften. 6-8 lager lades över hela modellen. Därefter inköptes rörisolering som skars itu på mitten, så att halvcirkel formade profiler erhölls. Dessa profiler plastades fast på strategiska ställen på modellen för att ge maximal styvhet. Då rörisoleringen är mjuk och inte själv bidrar till någon förstyvning användes 3 lager matta.
Rörisolering har den fördelen att den aldrig kan ändra formarnas form, vilket däremot träförstyvningar gör vid fuktangrepp. På vissa ställen användes även små PVC-rör. Dessa har dock den nackdelen att de är så hårda att det uppstår spänningar när polyestern stelnar.
![https://www1.garaget.org/gallery/archive/121922/710579_e052x8.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710580_5ufnue.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710581_5wkc46.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710582_omp1ux.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710583_kmgkqo.jpg]()
Modellen hade innan formbyggets start delats in i sektioner. Detta skedde genom att först såga en snittlinje med sticksåg varefter en tunn plåt knackades in. Dörrarna blev en varsin sektion. Motorhuven och bakpartiet delades upp i två och taket blev en sektion.
Glasfiberbitar av emulsionsbunden 300g matta skars till i storlekar om 100*25 cm för att ge en enklare handuppläggning. Allt arbete med polyester skedde i stort sett med en miniroller. Detta visade sig vara det absolut bästa verktyget för att både fukta ner mattan och driva ut luften. 6-8 lager lades över hela modellen. Därefter inköptes rörisolering som skars itu på mitten, så att halvcirkel formade profiler erhölls. Dessa profiler plastades fast på strategiska ställen på modellen för att ge maximal styvhet. Då rörisoleringen är mjuk och inte själv bidrar till någon förstyvning användes 3 lager matta.
Rörisolering har den fördelen att den aldrig kan ändra formarnas form, vilket däremot träförstyvningar gör vid fuktangrepp. På vissa ställen användes även små PVC-rör. Dessa har dock den nackdelen att de är så hårda att det uppstår spänningar när polyestern stelnar.





GTS-r 600 -Modell-
17 juli 2009
1621
Av spånskivorna som hade fått snittens form byggdes en skala 1:1 model.
Snitten monterades ihop mha tvärgående liggande spånskivor på ett stort specialanpassat bord. Sedan limmades högdensitets frigolit på plats mellan snitten mha fogskum. När detta var gjort värmesågades frigoliten längs med snittens kanter, vilket resulterade i att bilens former började träda fram.
Efter detta spacklades hela bilen för att ge den slutliga formen och ytfinheten.
För att vara säker på att inte polyester, vid formbygget, skulle kunna tränga ner och förstöra frigoliten lackades hela modellen med epoxi och fernissa.
![https://www1.garaget.org/gallery/archive/121922/710576_bzchsy.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710577_4ztpmg.jpg]()
![https://www1.garaget.org/gallery/archive/121922/710578_ebavlf.jpg]()
Snitten monterades ihop mha tvärgående liggande spånskivor på ett stort specialanpassat bord. Sedan limmades högdensitets frigolit på plats mellan snitten mha fogskum. När detta var gjort värmesågades frigoliten längs med snittens kanter, vilket resulterade i att bilens former började träda fram.
Efter detta spacklades hela bilen för att ge den slutliga formen och ytfinheten.
För att vara säker på att inte polyester, vid formbygget, skulle kunna tränga ner och förstöra frigoliten lackades hela modellen med epoxi och fernissa.



GTS-r 600 -Basmodell-
17 juli 2009
1569
Som utgångspunkt för bygget har jag haft en skala 1:18 model av en Viper GTS. Då denna är snarlik med GTS-R dög den gott och väl.
Denna modell blev 3-D scannad och därefter bearbetad i CAD program. Av detta skapades ca 20 tvärsnitt av bilens profil. Dessa snitt sågades sedan ut i spånskivor.
![https://www1.garaget.org/gallery/archive/121922/710570_8dlh24.jpg]()
Denna modell blev 3-D scannad och därefter bearbetad i CAD program. Av detta skapades ca 20 tvärsnitt av bilens profil. Dessa snitt sågades sedan ut i spånskivor.

GTS-r 600 -Donator -
17 juli 2009
1564
Som donator till detta bygge användes en BMW 535 -89:a. Från början var det tänkt att köpa delar från olika bilfabrikat. Motor från cheva, axlar från Jaguar etc. Men då denna bil inte gick att sälja till vettigt pris bestämde jag mig för att plocka isär den. Kändes lite svårt till en början. Den var trots allt i mycket bra skick och gick dessutom mycket bra.
Det som togs från denna bil var bla: motor, låda (bytt till manuell), axlar, bromssystem, styrning, kylsystem, elektronik, mm.
Det som köpts till är bl a: däck & fälgar (ca 245 resp 275/35-19), stolar (fyrpunkts), ratt (löstagbar), framruta original (resterande rutor blir i plast), sidospeglar, bakre lyktor etc.
![https://www1.garaget.org/gallery/archive/121922/710566_defp6t.jpg]()
Det som togs från denna bil var bla: motor, låda (bytt till manuell), axlar, bromssystem, styrning, kylsystem, elektronik, mm.
Det som köpts till är bl a: däck & fälgar (ca 245 resp 275/35-19), stolar (fyrpunkts), ratt (löstagbar), framruta original (resterande rutor blir i plast), sidospeglar, bakre lyktor etc.

GTS-r 600 - Introduktion -
17 juli 2009
1564
Denna sida beskriver bygget av en Viper GTS-r replica. Bygget påbörjades hösten 1998 efter en tids fundering över val av bilmodell.
Även om Amerikanarna inte är direkt kända för att producera några direkta supersportbilar, så har denna bilmodell något speciellt. Kanske inte med tanke på väghållning utan mer med tanke på designen. Valet föll på denna bilmodell mycket pga den fräcka formgivningen samt att den har frontmonterad motor. Från början var tanken att bygga en Cobra replica. Men denna modell höll, trots att den är rejält maffig, inte riktigt måttet. Självklart fanns det idéer att bygga något mer exotiskt, såsom Ferrari 250 GTO. Men detta bygge skulle innebära några för svåra hinder att överkomma.
Den 1'a November 1998 började jobbet med att ta fram en fullskala modell på karossen. Samtidigt påbörjades planeringen med drivlina samt ram. För karossarbetet inköptes en skala 1:18 plåtmodell av en Viper GTS -96. Några olika idéer fanns för att få denna lilla modell till riktig skala. En av dem gick ut på att, mha av profilmallar, projicera snitten till full skala. Denna metod ansågs dock vara för osäker. Efter en tid fick jag tag på en kille som hjäpte mig att skanna in modellbilen i datavärlden. Denna skanning gjordes med en 3D laserskannare. Resultatet var en punktmoln i den digitala världen från vilket profiler av karossen kunde tas fram. Dessa profiler, eller snitt, sågades ut i skala 1:1 ur spånskivor. De färdiga snitten monterades sedan på ett stort bord. Snitten smmanlänkades med mindre spånskivebitar. Därefter limmades, mha fogskum, högdensitets frigolit (byggfrigolit) mellan snitten. Med hälp från en värmespåg kunde en hygglig grundform enkelt fås fram. Efter detta började det stora jobbet med att få till en bra form och en bra yta på modellen. Detta skulle innebära många månaders spackel och sliparbete. När slutligen en hygglig modell hade åstadkommits lackades den med epoxi för att få ett starkt och tåligt ytskikt.
![https://www1.garaget.org/gallery/archive/121922/710567_ckmc7u.jpg]()
Även om Amerikanarna inte är direkt kända för att producera några direkta supersportbilar, så har denna bilmodell något speciellt. Kanske inte med tanke på väghållning utan mer med tanke på designen. Valet föll på denna bilmodell mycket pga den fräcka formgivningen samt att den har frontmonterad motor. Från början var tanken att bygga en Cobra replica. Men denna modell höll, trots att den är rejält maffig, inte riktigt måttet. Självklart fanns det idéer att bygga något mer exotiskt, såsom Ferrari 250 GTO. Men detta bygge skulle innebära några för svåra hinder att överkomma.
Den 1'a November 1998 började jobbet med att ta fram en fullskala modell på karossen. Samtidigt påbörjades planeringen med drivlina samt ram. För karossarbetet inköptes en skala 1:18 plåtmodell av en Viper GTS -96. Några olika idéer fanns för att få denna lilla modell till riktig skala. En av dem gick ut på att, mha av profilmallar, projicera snitten till full skala. Denna metod ansågs dock vara för osäker. Efter en tid fick jag tag på en kille som hjäpte mig att skanna in modellbilen i datavärlden. Denna skanning gjordes med en 3D laserskannare. Resultatet var en punktmoln i den digitala världen från vilket profiler av karossen kunde tas fram. Dessa profiler, eller snitt, sågades ut i skala 1:1 ur spånskivor. De färdiga snitten monterades sedan på ett stort bord. Snitten smmanlänkades med mindre spånskivebitar. Därefter limmades, mha fogskum, högdensitets frigolit (byggfrigolit) mellan snitten. Med hälp från en värmespåg kunde en hygglig grundform enkelt fås fram. Efter detta började det stora jobbet med att få till en bra form och en bra yta på modellen. Detta skulle innebära många månaders spackel och sliparbete. När slutligen en hygglig modell hade åstadkommits lackades den med epoxi för att få ett starkt och tåligt ytskikt.
